
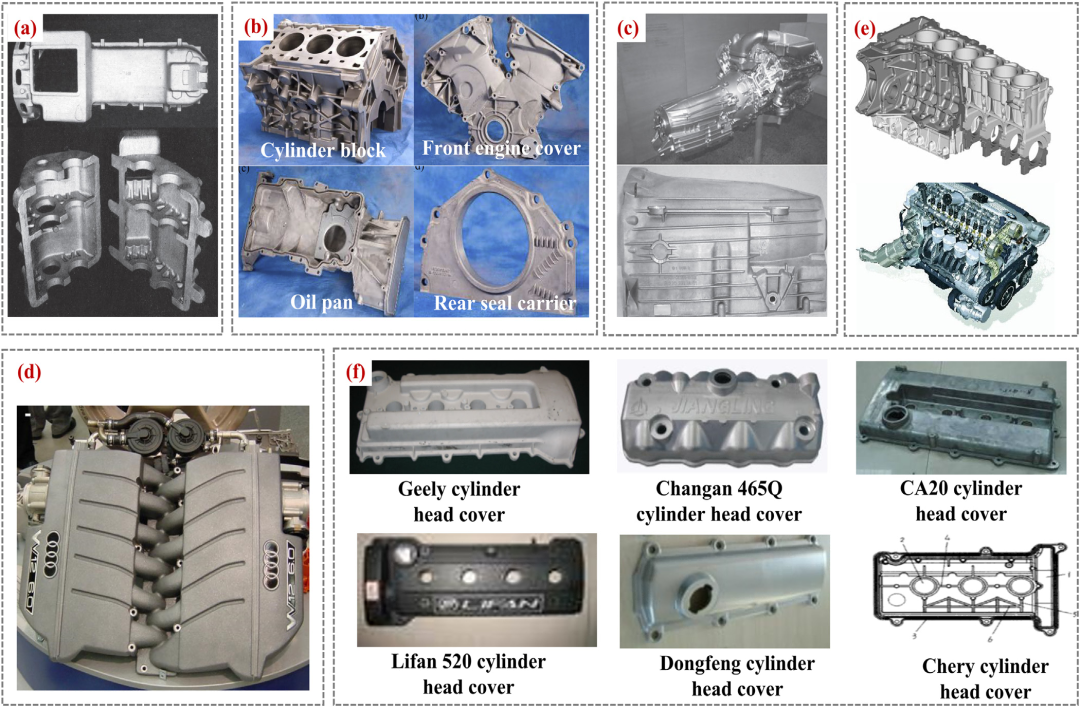
行业应用 | 镁合金壳体在新能源汽车上应用与发展趋势
动态
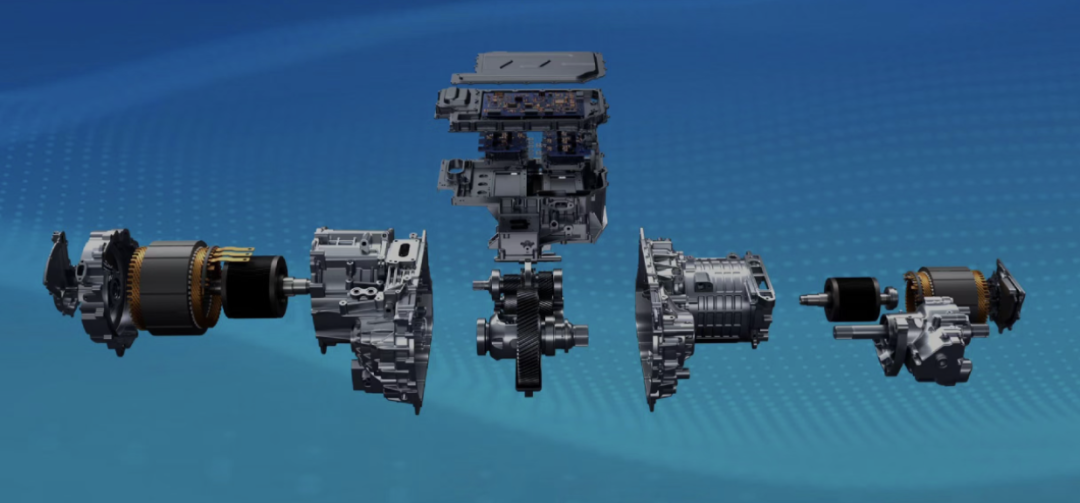
L7是智己汽车旗下首款量产产品,中大型纯电轿车智己L7正式上市,至今已有一年多,其动力部分搭载了前后双电机四驱系统,总功率425KW,峰值扭矩725Nm,CLTC续航615Km,0-100Km/h加速时间3.87秒,其中后桥主驱电机为定制黑标版高功率镁合金直瀑油冷电机。
智己L7车型全套电驱动系统镁合金壳体产品重量14.2Kg,与传统铝合金材料相比减重7Kg以上,在减重方面效果明显.智己L7车型全套电驱动系统镁合金壳体产品是镁合金材料在新能源电驱动壳体上的首次量产应用.据了解,上汽开发的多款镁合金新能源电驱动总成产品已经成功量产。

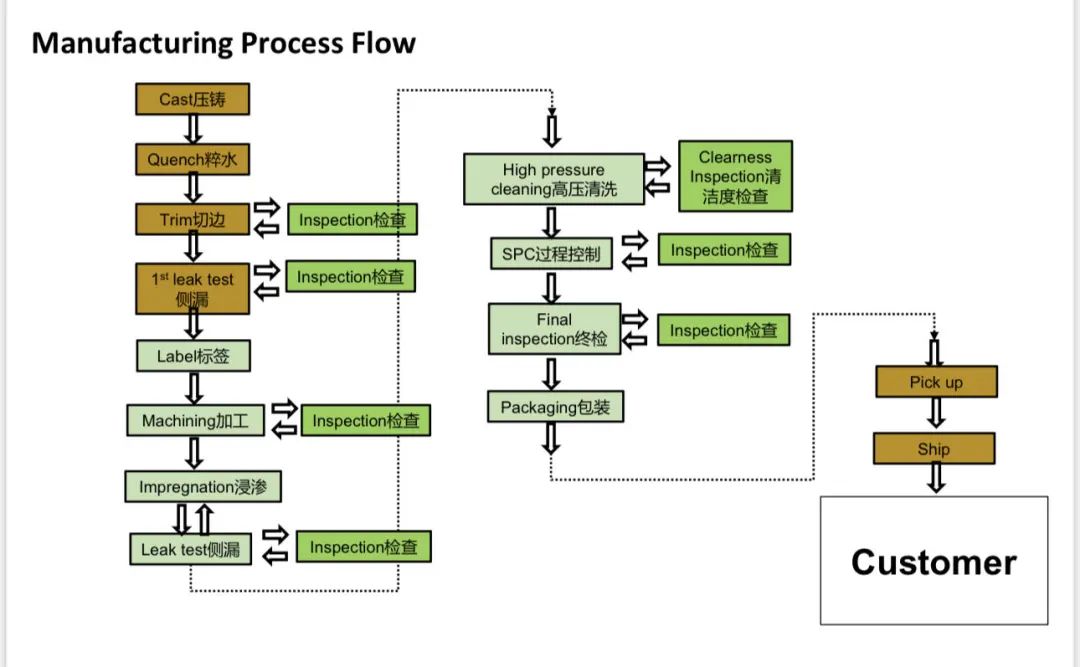
据星源卓镁副总经理张吉介绍,智己L7车型目前在国内外汽车领域量产应用的最大的镁合金零部件组件之一,领先实现了镁合金新的应用场景.星源卓镁因为有着完整的生产闭环体系,从压铸--毛刺--钝化--清洗--精加工等工艺流程上兼有生产制造能力,所以在镁合金新能源汽车上壳体应用上有着强有力的竞争优势。
镁合金壳体将会是下一个角斗场
轻量化趋势+镁价低位+重量升级,镁合金汽车部件驶入快车道新能源汽车续航延长对轻量化有迫切需求,当前镁合金壳体已步入高性价比区间,且中短期内镁合金价格走高可能性小。目前复杂大结构件动力总成壳体实现 了0-1 的产业化突破,有望开启 1-N 的放量模式。以常用的原料为例,铝合金 ADC12 和镁合金 AZ91D 的密度比为 1.5,因此相同体积下,铝合金制汽车部件的重量是镁合金制的 1.5 倍。相对于其他轻量化材料,镁合金还具有抗震减噪、压铸性能好、切削加工性能优异、资源丰富且易回收等优势。
新能源汽车增加三电系统,相比燃油汽车本身车重增加 5%-25%,且由于电池能量密度和安全性难以兼容,电池续航延长一直是技术攻克难点,而轻量化能够有效提升电池续航能力。据《新能源汽车轻量化的关键技术研究》,新能源汽车自身重量降低 20%,将增加 5%-10%的续航能力。镁合金壳体减重不仅能提高续航里程,,在应用层面因壳体具有可同质化可规模化的底层逻辑,在未来会有不少企业像步入轮毂一样,走入壳体这个赛道,为有效的规避内卷除了价格优势之外更多的应该专注在技术路线的创新和突破。
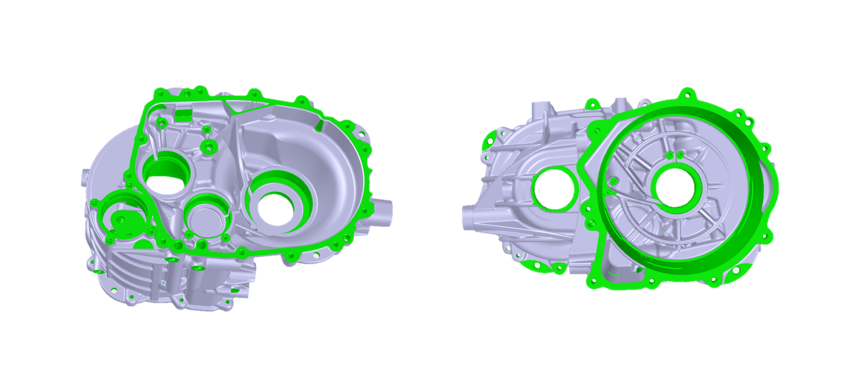
新能源汽车变速箱壳体设计
变速箱壳体零件是变速箱上的一个关键零部件,它将减速器中的功能件(如:轴齿、驻车、换挡等有关零件组装成一个整体, 并保持相互之间的正确位置, 按照一定的传动关系协调地传递动力。壳体的外形需具有艺术美感,多采用弧筋,在保证整体刚度、强度的前提下,对其进行设计美感优化。
设计原则:
(1):吸收工作时的力矩;
(2):在各种工作状态下,保证轴和齿轮具有精确的相对位置;
(3):保证良好的传热和热辐射;
(4):隔离和衰减噪声;装配和拆卸容易;
(5):良好的刚性、强度特性,重量轻、可靠性。
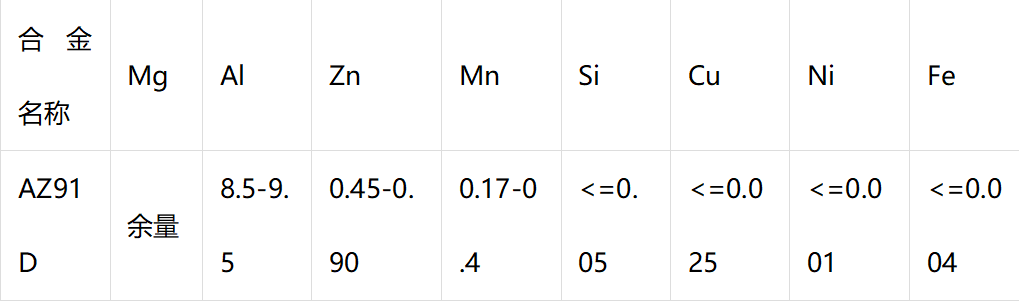
合金材料的选择
汽车变速箱壳体的材料应具有足够的强度和良好的铸造性能,同时成本低廉。选用AZ91D合金,合金成分如下:
工艺过程设计
1.压铸
压铸机调试 压铸模安装
模具预热、涂料 合型(合模)
浇注压射 保压
开模、抽芯取件 表面质量检查
清理(整修)
2.微弧氧化表面处理
压铸过程
一、压铸工艺
(1)填充时间短,速度快
由于镁合金具有的一些物理特性,加之其热传导率在所有压铸合金中又是最小的,所以要求快速填充。通常情况下,注射镁合金的时间要比铝合金短30%~35%,压射速度要快25%。上箱体、下箱体的压射速度高达6~7m/s,延伸箱体的速度也达5~6m/s。
(2)多浇道与变浇口厚度
同样是因为镁合金具有的一些物理特性,因而,为了让镁合金液能更快地充入型腔,要求其具有更大的内浇口面积。但这就可能导致内浇口填充速度降低,使产品的远端得不到较好的填充。为此在浇道的设计上采用了主浇道与分浇道相结合的办法,每根分浇道所对应的内浇口截面积偏小一些,其厚度偏厚一点。同时根据产品的部位不同,其内浇口的截面积、厚度也有差异。内浇口厚度最厚达3mm,截面积最大为240mm²,较好地保证了铸件的质量。
(3)建压时间短
短的建压时间是一切压铸件生产工艺的基本要求,对镁合金压铸来说更是如此。镁合金的液相点为596℃,固相点为468℃,在温度不平衡状态下,液、固相点间隔越大,越会造成凝固时间的不一致性,使增压不起补缩作用。因此要求生产镁合金的压铸机的增压压力在型腔高速填充结束之后和凝固开始之前的一瞬间建立起来。上箱体、下箱体、延伸箱体的建压时间在30ms以内。
二、压铸模具:选用合适的模具
三、六氟化硫气体保护

作为新能源汽车使用的材料,镁以其优异的性能在汽车工业中站稳了脚跟。综述的主要目的是用实例说明镁合金在汽车工业中的广泛应用,壳体应用更会是增加开发新零件的信心。同时,镁合金的应用仍然遵循在合适的地方使用合适的材料的原则,充分发挥其密度轻、流动性好等优点,尽量避免强度低、易腐蚀等缺点。在不久的将来,新的镁合金结构和技术取得更大的突破将更好地满足日益增长的汽车轻量化需求。





